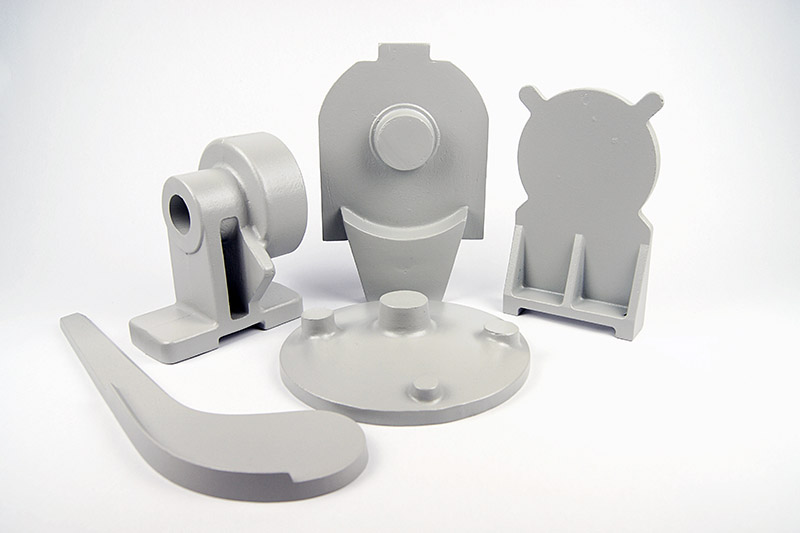
La nostra fonderia di alluminio produce getti in alluminio in dimensioni limitate dall’area di lavoro delle macchine idrauliche. Per essere flessibili, disponiamo di un’ampia gamma di attrezzature che consentono la produzione di diverse costruzioni di colata:
- Forni fusori – da 250 – 600 kg di carico
- attrezzature per la raffinazione e la modifica della lega
- attrezzature di colata per stampi di dimensioni fino a 300x300x300x300x300x300
- macchine formatrici di stampi di dimensioni fino a 1400x1200x1200x750
Per realizzare serie brevi di getti di dimensioni atipiche c’è la possibilità di realizzare forme permanenti con area di lavoro illimitata delle macchine saldatrici e di creare un processo su un dispositivo con meccanismo a vite.
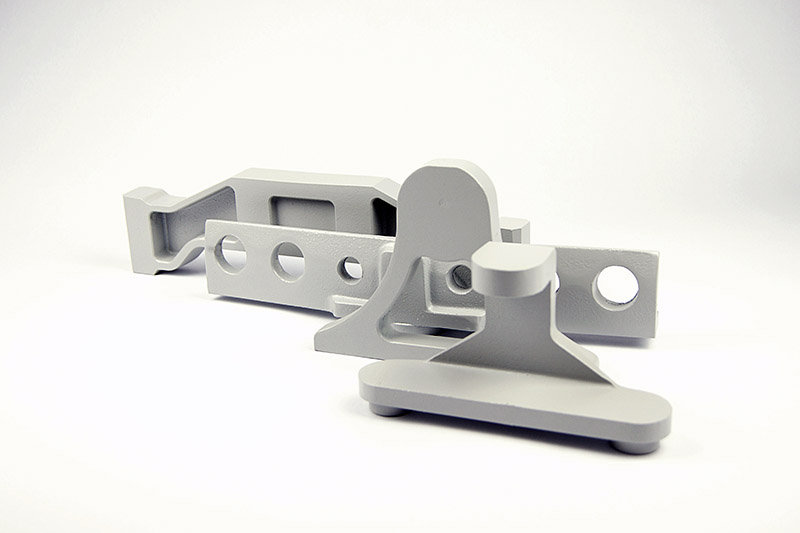
Nella produzione in serie gli stampi vengono allagati in un ciclo automatico. Per le serie brevi, lo stampo viene colato manualmente e richiede molti anni di esperienza nella fusione. Ogni colata richiede il controllo della temperatura dello stampo e del metallo insieme ad una velocità di colata molto precisa.